塩ビでスノーボードのオフトレグッズを作ってみた③
2022.09.26
こんにちは。
店長の武山です。
今回は「塩ビでスノーボードのオフトレグッズを作ってみた」シリーズ第3弾をお送りします。
前回、設計図が完成し、いよいよ加工フェーズに突入です。
では、早速加工していきましょう。
今回の塩ビボードの工程は、型抜き・穴あけ(マシニング)→タップ(ボール盤)→芯軸作成(NC旋盤)→ボードと芯軸の接着(溶接)→検査
になっております。
それでは、順を追って見ていきます。
①型抜き・穴あけ(マシニング)

まずは、昇降盤でカットした15㎜の塩ビ板をマシニングにセットします。

ビス穴部分を加工し、ボードの形状に加工していきます。

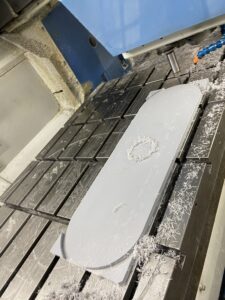
芯棒がつく位置も1㎜の段差を付けておきます。
これでマシニングでの加工は終了です。
②タップ加工(ボール盤)

別の製品ですが、このようなボール盤をしようしてタップの穴を開けます。
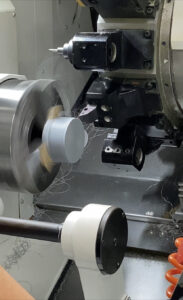
③芯軸作成(NC旋盤)
次に芯軸の加工です。
これは棒状の材料からNC旋盤という加工機を使用して加工していきます。
微妙な傾斜もこのように刃物を押し当て、削っていきます。
④ボードと芯軸の接着(溶接)
板と棒をくっつけていきます。
くっつけ方は溶接棒というものを使用します。
溶接の前に接着剤を塗布します。

そして、溶接。

ヒートガンで温めながら、押し付けて溶接します。
⑤検査
各工程ごとに自工程内検査はありますが、完成後最終検査を行い、問題なければ製品が出荷されます。

~完成~



設計図通りですね!
ビンディングも問題なく固定できました!
それでは、試乗してみましょう~

このような感じで問題なく乗ることができました!回転することも可能です!
接着部分も外れることなく、ジャンプしても壊れることはなさそうです。
さて、実際にモノを作ってみていくつかの課題が見つかりました。
●乗ると板がしなってしまう。
これに関しては、元からある程度反ってしまうことは分かっていましたが、15㎜にも関わらずかなり反りがでた印象です。
ここに関しては板厚を大きくするより、芯棒のサイズを大きくした方が良いかなと思いました。
現状では100㎜なので150~200くらいのほうがいいかも。
●ビス穴は貫通で良かった
通常のボードでは貫通だと滑走性が落ちるので難しいですが、今回のスピンボードは浮いているので貫通で問題ありませんでした。
貫通であれば、マシニング工程の段取りを減らすことができ、コスト削減が見込めます。
●予想以上に重い
実際の完成品を持ってみるとかなりの重量感でした。
塩ビの比重は1.45なので重めではあります。
やはりここは、ABSなどで肉抜きしてリブを芯棒と板の部分につけると良いかもしれません。
●乗りこなすのが難しい
普通に乗るのが難しかったです!1回転できればいい方でイメージしていたくるくる回り続けるのは練習が必要そうです!
それも含めて芯棒は大きい方が良いかも!?
このように実際作ってみると分かることなどもあったりで、非常に勉強になりました。
もし、このようなものを作る際は、上記の点考慮して製作すると良いと思います!
今回のスピンボードそのものや図面をほしい方は武山までご連絡ください。
またオリジナルで違うもの作ってみたいという方も気軽にご連絡ください!
それでは最後までお付き合いいただきありがとうございました!
それでは。